製造部

電工課
ステーターAssy
φ52(12s)、φ80(12,16s)、φ97(24s)、φ112(24s)、φ125(24s)
□61隈取モータコア(10~40L)
上記のステーターコアで誘導電動機用ステーターAssyを下記の工程で生産
しています。(協力工場にて高速プレス機で専用金型を用いて作業しております)
電工作業は誘導電動機の心臓部でもあるため、各材料や部品は信頼性のある日本製を使用し、繊細な視点で社内で丁寧に仕上げております。巻線作業~結線~検査~ワニス工程を、設備点検、重要安全工程作業の専任化、検査表管理を日々徹底しています。
| 巻線作業 | ご要望に合ったモータ性能に仕上げるため、マグネットワイヤーの 線種・線径・巻数を設計してコイルを加工。 標準仕様1種半田性PEWN/温度指数155℃・F種 |
|---|---|
| コイルウエッジ インサート |
ステータコア(電磁鋼板)のスロット部に絶縁紙を挿入し、マグネットワイヤーを絶縁保護。 標準仕様#250厚PETフィルム/マイラーMO31デュポン製 |
| コイルウェッジ 挿入作業 |
ウェッジ絶縁紙を自動切断し、各スロット部に巻線コイルを挿入。 標準仕様#250厚PETフィルム/マイラーMO31デュポン製 |
| 中間整形作業 | コイルの整形をして、リード線半田接合が出来るような状態にする。 |
| 結線作業 | ご要望いただいた被覆電線サイズ・長さで図面通りに半田接合し、 結束バンドで固定。 標準仕様被覆電線UL3266AWG22-18/古河電工製 |
| レーシング作業 | コイルの遊離線などが出ないように糸でコイルを縫って仕上げる。 標準仕様テトロン糸/ゴーセン製 |
| 最終整形作業 | 最終的に図面通りの寸法に仕上げる。 |
| 検 査 | 図面に記載された特性を満たしているか全数検査。 (記録は抜取によって所定の用紙に記録し保管しています。) |
| ワニス | 絶縁ワニス含侵をして乾燥させる。 標準仕様乾燥温度120℃・乾燥時間2時間/無溶剤型ワニス |

加工課
ローターAssy
誘導電動機が回転する部分の工程。
回転部分となる大事な工程のため、軸の振れや振動が起きないように細心の注意を払って作業しています。
| ローター ダイカスト |
協力工場へローターコアを支給し、専用金型を用いて ダイカストマシンにてアルミ(純AL99.7% or ADC12)を鋳込む。 |
|---|---|
| リーマー | 各顧客専用シャフトに合わせ、ローターダイカストのシャフト穴を リーマー仕上げ(シャフト穴を整える)します。 |
| シャフト接合 | 基本的にφ5~10はカシメ冶具を用いて接合。 φ10以上はシャフトに"ステーキング" or "ローレット"加工をして圧入接合する。 接合後のシャフト振れは全数確認し、さらに出寸法も抜取検査します。 |
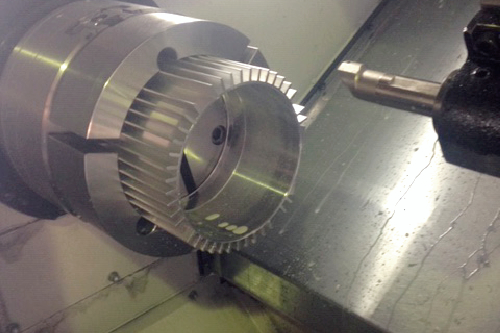
| 外径切削 | φ5~12シャフトでローター外径φ55.5までは卓上旋盤。 φ12以上のシャフトでローター外径φ55.5以上の加工は、 NC旋盤で外径切削加工を行い、バランシングマシンにて重量バランスを 確認して振動や電磁音の低減を図る。 ローター外径加工寸法、振れを抜取検査します。 |
| 仕上げ | 外径切削加工した面に、ザボンエナメル塗布し錆止を行う。 その後は加工図面の通り、各ベアリングを専用冶具にて挿入する。 |
モータカバー用プレスブラケット

φ97、φ125コア用プレスブラケットを弊社内で加工しています。
社内で加工しているため、短納期・小ロットでも対応可能です。
C型(97コア用)プレス
NC旋盤でインロー加工
第1抜き絞りからリストライク(最終整形絞り)まで5工程を経て絞り、
最終的にお客様への取付形状に合わせたフチ切(トリム)を行います。
絞り深さ36L、43L、48L
ベアリング6200(外径φ30)、6201(外径φ32)
P型(φ112・125コア用)プレス
NC旋盤でインロー加工
第1絞り・第2絞り・第3工程(トリム)・第4工程(ピアス)・第5工程(バーリング)
絞り深さ40L、48L
ベアリング6202(外径φ35)
アルミフレーム、アルミブラケット加工
専用金型を用いて協力工場で鋳造した部品をNC旋
盤で加工。
プレスブラケットよりも高価ですが、放熱効果に優れ
ており加工精度の向上により運転時の振動を抑える
事ができます。
アルゴン溶接、フライス加工、リベットカシメ 等
コア溶接や卓上フライス盤などを用いて各種小物部品加工をしています。

不良品を出さない検査体制
弊社の最終的な工程である組立では、お客様と取り決めた図面・仕様書に沿って製品検査を行います。社内資格認定を受けた検査員が細心の注意を払って記録・管理を行っておりますのでご安心ください。
組立課
-
プレスブラケットモーター
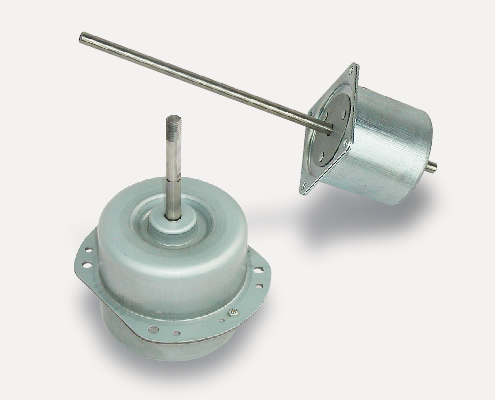
主に産業機器向けファン用モータとして出力1~200W程度の誘導電動機の組立を行っています。自社生産部品(約70%)で生産しているため、短納期で少量・多品種生産が可能です。
-
アルミフレームモーター
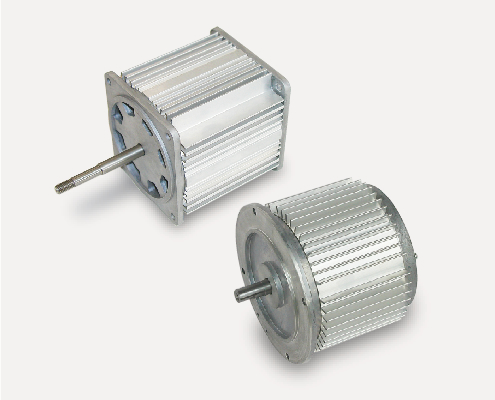
φ97、φ125コア用(出力30~750W)の誘導電動機で発熱を抑え、外観を重視するような時にはアルミフレームモーターをお薦めします。基本的に全閉構造のため、使用環境が悪くても使用できます。
その他
換気扇
自社商品としてダクト用換気扇などを製造・販売しています。
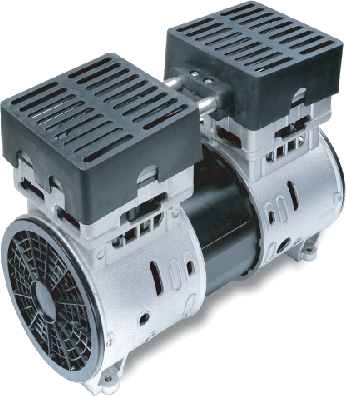
空圧機器
OEM商品として空圧機器の組立なども行っています。
不良品を出さない検査体制
弊社の最終的な工程である組立では、お客様と取り決めた図面・仕様書に沿って製品検査を行います。社内資格認定を受けた検査員が細心の注意を払って記録・管理を行っておりますのでご安心ください。

PCB・ハーネス課
-
PCB
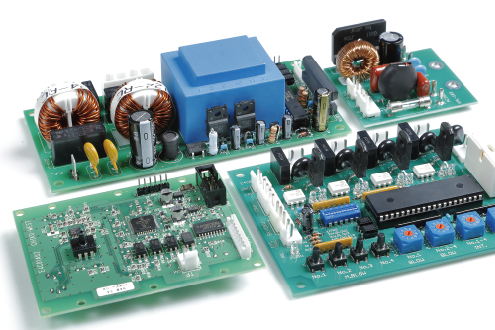
各種誘導電動機や、その他電動機をお客様の機器に最適な形で駆動できるプリント基板を設計・制作します。
例位相制御基板、ブラシレスモータ駆動基板、定電圧電源基板 -
ハーネス

半自動端子カシメ機や手カシメで少量多品種のハーネス加工を熟練作業者が丁寧な仕事で承ります。
主な使用端子メーカー
日本圧着端子製造(JST)、MOLEX、住鉱テック
技術部

誘導電動機設計
お客様のご要望に応えるために、長年培ってきたノウハウを活かして巻線設計や構造設計を行います。細かなところにまで気を配り、お客様の商品がより良い製品となるように何回も試作し、最適な誘導電動機となるように設計しています。
その他
基板設計を承ります。誘導電動機の駆動回路はもちろん、その他モータの駆動回路設計もお任せください。
1個からでもお受けいたしますのでお気軽にお問い合わせください。
管理部

業務課
仕入~販売に至る受発注業務や生産管理業務を行っています。
お客様からのご注文に対し、安定した生産でご希望の納期通りに出荷できるよう日々業務に邁進しています。
品質管理課

各生産部署の日常点検業務や定期点検業務の記録・管理に始まり、社内で生産された部品、製品や仕入部材の検査記録などの管理を行っています。決して市場に不良品を流出させないという強い志を持ち、厳しい目線で取り組んでいます。また、会社全体でも常に品質改善をテーマに掲げ、より良い製品づくりに努めています。
設備案内
機械設備
| 電工設備 | メーカー | 台数 | 能力 |
|---|---|---|---|
| フライヤー型巻線機 | 三工機器、協和機械 | 3 | コア径φ80~125 |
| 単軸型ボビン用巻線機 | 日特エンジニアリング 他 | 2 | |
| 絶縁紙挿入機 | 三工機器 | 1 | コア径φ80~125 |
| コイルウェッジインサーター | 三工機器 | 2 | コア径φ80~125 |
| 整形機 | 三工機器 | 2 | コア径φ97、112、125 |
| レーシングマシン | CSC | 1 | コア径φ97、112、125 |
| ワニス含浸装置・乾燥炉 | 1 | 100~200個/日 | |
| 着磁機 | ECG | 1 |
| ハーネス加工機器 | メーカー | 台数 | 能力 |
|---|---|---|---|
| 電線切断皮剥機 | 1 | AWG24~16 | |
| 半自動端子カシメ機 | 日圧、二チフ、住鉱テック | 4 | AP-2 他 |
| 機械加工設備 | メーカー | 台数 | 能力 |
|---|---|---|---|
| NC旋盤 | 滝沢機械 | 1 | 8インチ |
| パワープレス | オートメエンジニアリング | 2 | 20T、80Tダイクッション |
| 汎用旋盤 | エグロ 他 | 2 | ベンチレース、4インチ |
| フライス盤 | 1 | ||
| 油圧プレス | アツギ、JAM | 3 | 3T |
計測器類
| 設備 | メーカー | 台数 | 能力 |
|---|---|---|---|
| トルク試験機 | 菅原研究所 | 2 | 1K、50K |
| バランシングマシン | 国際計測器 | 1 | |
| 定電圧電源 | 菊水、東京精電 他 | 4 | |
| 耐電圧試験機 | 菊水 他 | 3 | |
| パワーメーター | 横河電機、日置電機 | 3 | |
| インパルス試験機 | ECG | 1 | |
| 風量測定器 | ツクバリカセイキ | 1 |